-
Welcome back Guest! Did you know you can mentor other members here at H-M? If not, please check out our Relaunch of Hobby Machinist Mentoring Program!
Ageless 9 cylinder radial engine build thread
- Thread starter starr256
- Start date

Your engine has a different parts assembly layout but maybe this will help with ideas. On my 5-cylinder radial I verified valve seal during assembly with an automotive handheld vacuum gage. The silicon hose was connected to the valve cage end. I used the same 'tester valve' on all cages. It has a flat ground on one side to allow air passage, because if you use a regular valve the annular gap is small, it will restrict flow making you think you have good seal when it may be less so. So do this dry, not with any oil on seat or stem for the same reason (although in running conditions oil fil m will assist). Pull a vacuum to the same number, say 20-25. It should hold ideally forever but drawdown decay over 30 secs is supposedly acceptable. If it goes FFfft to zero relatively rapidly, you know you have an issue to remedy. I did this before & after the cages were installed. But I believe he Hodgson has pressed in seats?I would like to design a way to test the rings when installed in the pistons in the a test cylinder. Same for the cylinder head and valves. I would like to do this testing long before general assembly. Just not sure how yet. Suggestions?
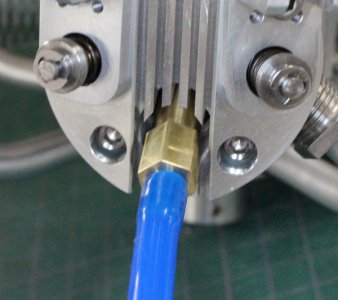
Upon final assembly I built a leak down tester from Amazon parts which basically tests everything collectively on the compression side (valves & rings). In between the 2 gages is a small orifice restrictor. On FS engine testers its a defined diameter but on our smaller scale model engines it should be proportionately smaller which is tiny. I made one by drilling a brass fitting drilled with I want to say 0.5mm but don't quote me, I'd have to check. But I also happen to have this fine adjustment needle valve which seems to work the same if you just barely crack it open. The parts just thread together so its easier. I machined a dummy plug to fit the head thread. Anyway hook up to a compressor regulator set at some number, say 40 psi & that's what the first gage will read. With the orifice/valve cracked the second gage seeing cylinder should ideally read the same & not decay. Some minor blowby is acceptable through the ring gap. Typically test at TDC but very important to lock the crank or you will get an unexpected power stroke, ask me how I know haha. I left my rear crankcase open so I could listen to any hiss or see bubbles. Idealy there should be very little to see, Hope this helps, your engine looks great!I would like to design a way to test the rings when installed in the pistons in the a test cylinder. Same for the cylinder head and valves. I would like to do this testing long before general assembly. Just not sure how yet. Suggestions?