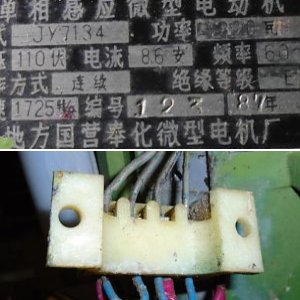
Last sunday i visited a tool/flea market and bought this lawn mower engine. You can read the label, is a Italian copy of 3,5 hp tecumseh engine, i've changed the oil, checked it has strong spark, new spark plug fresh gasoline, and then i tryed and start it, it kicks back, also i heard couple of loud pops from the exhaust, the flywheel is aluminium and it doesn't have blade, i've heard on some...











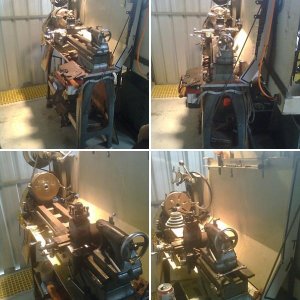












































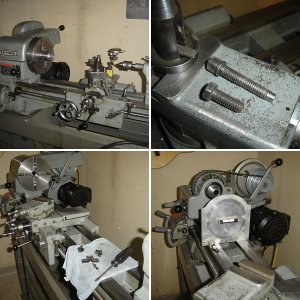


































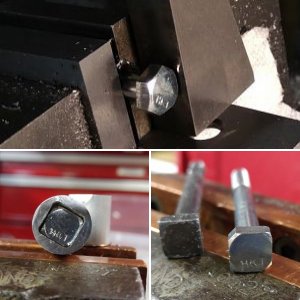




















































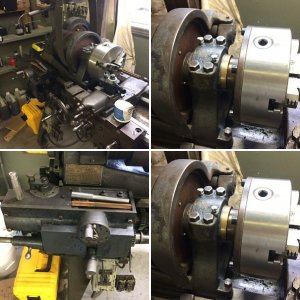








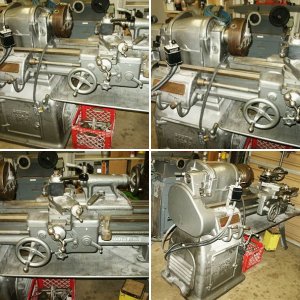














 This is the machine as I got it, it runs but won't lower the sawblade so you have to manually push it against the work piece, which becomes quite the challenge and dangerous as heck when it's moving back and forth. The...
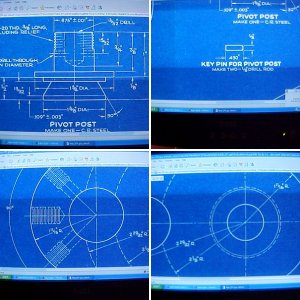
This is the machine as I got it, it runs but won't lower the sawblade so you have to manually push it against the work piece, which becomes quite the challenge and dangerous as heck when it's moving back and forth. The...") Robert Yes thank you Robert I was thinking along those lines myself. I don't know what this engine will turn out to look like but I want to show off the crankshaft so area will be open. I want to try my hand at...
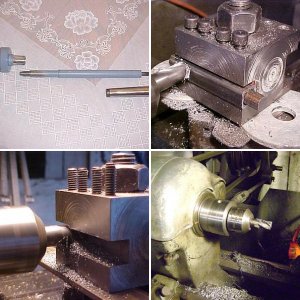
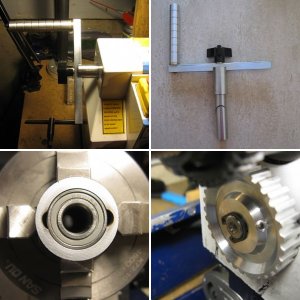
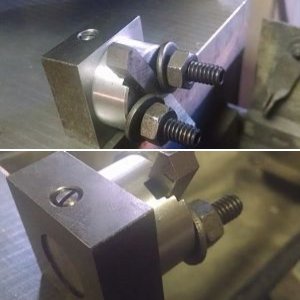
Robert Yes thank you Robert I was thinking along those lines myself. I don't know what this engine will turn out to look like but I want to show off the crankshaft so area will be open. I want to try my hand at...") Here are some pics ... Adding a...
Here are some pics ... Adding a...