- Joined
- Jul 10, 2014
- Messages
- 10
Yes I have tested that as you mentioned and all is working OK in that department.Have no idea what they are talking about, you are just scaling the voltage output, it is also different based on the VFD model. I would contact the dealer that sold it to you.
If it works with an external speed pot to the 10V VFD input then it may be a loading issue, maybe put a voltmeter on the COM (XGND) and AI1 with everything connected and make sure the voltage is changing. One reason why it gets pretty frustrating working with these generic VFDs, the manuals tend to be very poor and no technical support.
Contacting the dealer is a bit of a joke, the dealer doesn't know anything at all about the product and was no help what so ever.
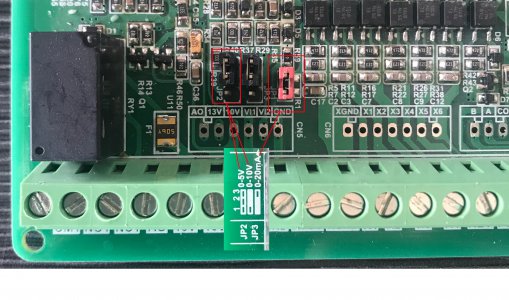
The manuals are confusing and not explained well at all, and in some cases lead one astray as with the JP1 that there is no reference for.
I guess it is up to us to help the next guy or gal that has a problem.