- Joined
- Oct 7, 2020
- Messages
- 2,116
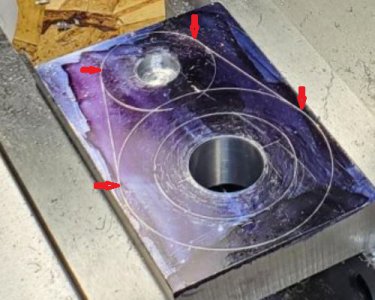
I am making a tailstock DRO setup for my lathe. This is the part for the ram, I painted it with dykem and lightly sketched it out. Which also left lines on my part that I would just as soon not have. My first order of operation was to bore the holes. Once I had that done, I trimmed it down on the band saw and then cut the flats, and this is where my question lies. Unfortunately, I did not take enough photos, but here is how I set it up (There has to be a better way). I lied two parallels on top of the vice and then lined up my line that I drew to the top of the parallels and cut the flats. On one side I did really well but the other I didn't cut it enough; I'm hoping you can see it in the fifth photo.
So, my question is how you would measure or set this item up to cut the flats as to have a nice tangent between the two radiuses and the flats.





So, my question is how you would measure or set this item up to cut the flats as to have a nice tangent between the two radiuses and the flats.