

As I work with my smithy and play around Im finding frustrating areas.
Im very new to machining and speeds and feeds are still a bit of a blur.
Partly because of the differences between full production models and these smaller limitted hobby type machines.
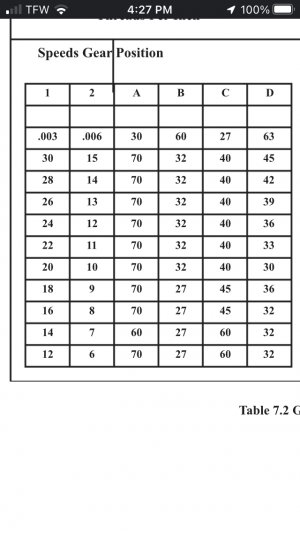
What im a bit lost on is the different gear speeds
I have it set per from factory by Smithy tech and the info he emailed to me. Its working ok but Im not sure how I manipulate the gears say to do a rough cut say a speed of .015 .020” ?
So far things are improving.
I have been able to machine parts for the lathe and finally made a replacement handle missing from my bearing/seal driver
Im very new to machining and speeds and feeds are still a bit of a blur.
Partly because of the differences between full production models and these smaller limitted hobby type machines.
What im a bit lost on is the different gear speeds
I have it set per from factory by Smithy tech and the info he emailed to me. Its working ok but Im not sure how I manipulate the gears say to do a rough cut say a speed of .015 .020” ?
So far things are improving.
I have been able to machine parts for the lathe and finally made a replacement handle missing from my bearing/seal driver


")