- Joined
- Jun 19, 2017
- Messages
- 83
Hello again,
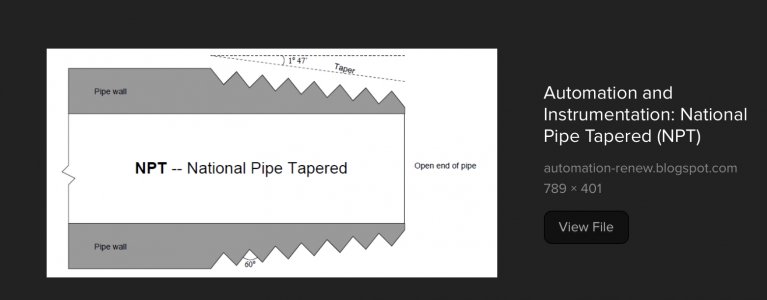
Recently I needed to drill and tap a bunch of 1/16 NPT ports in some steel plates.
As hard as I tighten my drill chuck, the tap goes in a few turns and then slips in the chuck.
I tried using a collet and had the same result.
I got the job done but I know I'll be doing more of these and hoping I can come up with a better way to hold my taps.
?? suggestions?
Oh, and my drill bits slip too. My chuck is 1/2" and is the one I bought from Precision Mathews when I bought the mill.
Jim
Recently I needed to drill and tap a bunch of 1/16 NPT ports in some steel plates.
As hard as I tighten my drill chuck, the tap goes in a few turns and then slips in the chuck.
I tried using a collet and had the same result.
I got the job done but I know I'll be doing more of these and hoping I can come up with a better way to hold my taps.
?? suggestions?
Oh, and my drill bits slip too. My chuck is 1/2" and is the one I bought from Precision Mathews when I bought the mill.
Jim