Thanks for the kind words & encouragement.... Very much appreciated
")
. I really have no reference point to know exactly what these parts should look like.
In response to your questions:
Rodneyk: I sadly purchased the last CNC conversion kit from Heavy Metal CNC. Trust me, you should be glad that you did NOT. The kit was a total mess. Here are the details and hassles of my conversion:
https://forum.drdflo.com/t/another-pm-833tv-conversion/307
The good news is that Dave Clements from Arizona CNC kits is just about ready to release a kit for the PM-833. His kits are of far better quality. here is a quick video about the new kit:
Dave really knows the fine details of these machines. If you do this conversion, I made dozens of 3D printed parts for this conversion and I would be happy to share them with you. Please feel free to reach out.
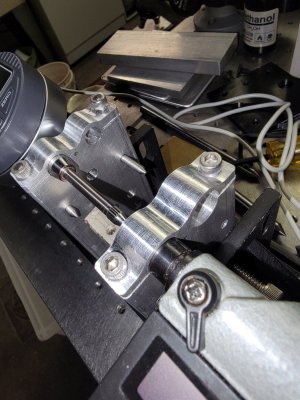
Nutfarmer: I don't think the gentlemen on the Fusion 360 CAM forum was putting down the part in any way. He was very helpful with my toolpaths. He noticed the surface finish and was concerned that my spindle bearings may be bad. I don't think he has any experience with smaller mills. Thanks for your complements! I have included an image of the mill with this part in the vice.
T Bredehoft: I never touched a milling machine in my life before converting this machine. I spent most of my life doing woodworking as a hobby. Two years ago, I gave up my woodworking due to shoulder issues (4 surgeries in the past 40 years). I watched a YouTube video of a CNC conversion and thought.... Great....Let those stepper motors do the work so my shoulders don't have to... I spent the last two years researching and building this conversion and learning CAD and G-Code. Thanks for you compliments.
7milesup: The contour of the part was machined with a 3/8" end mill. I was thinking of using a 1/2" end mill in the future to possibly decrease chatter. The online class I am following used a 1/2" end mill, I just happened to have a 3/8 on hand.
Again... thanks for all your nice words. The Titans Of CNC building block series is a free online class. I think it has been extremely helpful for someone starting from nothing. They have several other classes as well. The only challenge I have is that it is aimed at teaching someone to become an apprentice machinist at a large shop. For this reason, all the speeds and feeds are targeted at large production machines. I am doing my best to use the GWizard calculator to adjust my speeds and feeds for a 2HP machine.
View attachment 431909
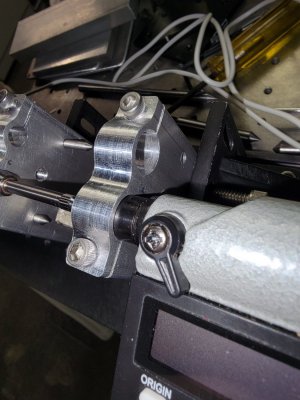
Here is my second part. Just finished it yesterday.
View attachment 431910
Thanks again... Richard