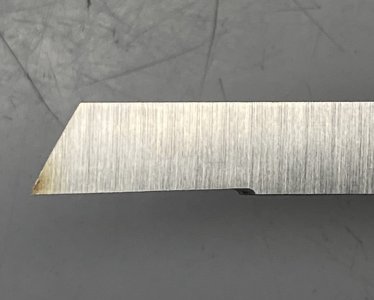
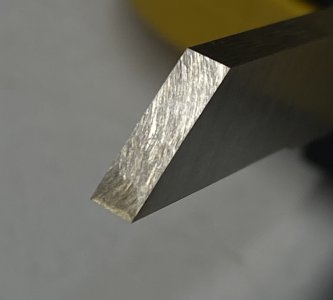
The tool is a piece of HSS strip 2.5 mm thick x 8 mm wide. The result is OK but there are two things that I would like to seek some improvement :
1) The tool was advanced by just 0.05 mm between consecutive strokes but cutting only happened in every other strokes. When it cut the tool often bite into the metal making it necessary to use a lot of force to complete the stroke. Are there any ways to make it cut more smoothly ?
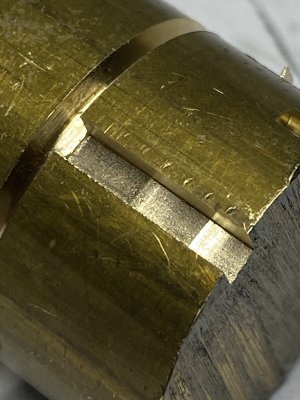
2) The face of the slot contacting the cutting edge of the tool is wavy as shown in the photo. The other two surfaces are very smooth. Function wise this is no issue but does it indicate anything wrong ?
1) The tool was advanced by just 0.05 mm between consecutive strokes but cutting only happened in every other strokes. When it cut the tool often bite into the metal making it necessary to use a lot of force to complete the stroke. Are there any ways to make it cut more smoothly ?
2) The face of the slot contacting the cutting edge of the tool is wavy as shown in the photo. The other two surfaces are very smooth. Function wise this is no issue but does it indicate anything wrong ?