- Joined
- Aug 2, 2020
- Messages
- 561

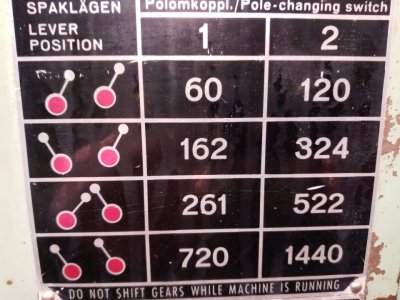
well damn, your problem might be that your lathe is talking in German.Judging by that chart I can't drill much of anything.
 .
.In the metal machine shop class at my former employer we used this:
View attachment 404201
I've been using it for my metal lathe and mill and it works just fine.
I can see the advantage. How do you re-sharpen them?Mr. Whoopee, DeWalt makes metal drill bits with a bullet point on the end. I've used them for years in my hand drills. The bullet point keeps the bit from walking, especially on a curved surface. They do cost a bit more than a standard drill bit, however.
Could you post that chart as an attachment so we can download it?In the metal machine shop class at my former employer we used this:
View attachment 404201
I've been using it for my metal lathe and mill and it works just fine.