- Joined
- Nov 9, 2018
- Messages
- 377
I’ve been experimenting “scraping” different metals with a die grinder, metals where you can’t use a scraper. I’m interested in building new equipment.
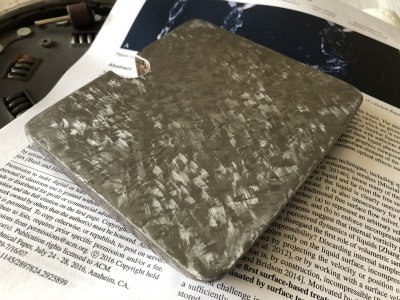
This is a scrap chunk of cast stainless steel.
I’m experimenting with different techniques of holding the grinder. So far, best I’ve come up with is a 3” finer grit cut off wheel, where I smooth the edge first on a silicon carbide bench grinder. I’ve also tried sanding disks and a cut off wheel works better in that it produces more uniform scrape marks. With a bit of practice, I’ve gotten each individual grind mark to about 0.0002 depth.
It requires a LOT of concentration, and being extremely delicate. I had to feather the air so the disk isn’t spinning all that fast.
This part is after a hour or so of experimenting, started with a rough saw chunk, get it roughly flat with an angle grinder then switch to die grinder. I’d like to be able to get to about 40 PPI, not quite there yet.
Oddly enough the hardest thing I’m finding is seeing the damned blue. I’m using Permatex Prussian blue and If I lay it down thinner, it’s so faint I can’t see anything, but thicker and it smears the whole thing. Really need a better ink. IDK, maybe it’s the lighting??? Or that I’m trying to ink stainless?
Anyways, what I’ve found is it requires an extremely light touch, just dance over the spots. Once I get a repeatable technique, I might make a video.
This is a scrap chunk of cast stainless steel.
I’m experimenting with different techniques of holding the grinder. So far, best I’ve come up with is a 3” finer grit cut off wheel, where I smooth the edge first on a silicon carbide bench grinder. I’ve also tried sanding disks and a cut off wheel works better in that it produces more uniform scrape marks. With a bit of practice, I’ve gotten each individual grind mark to about 0.0002 depth.
It requires a LOT of concentration, and being extremely delicate. I had to feather the air so the disk isn’t spinning all that fast.
This part is after a hour or so of experimenting, started with a rough saw chunk, get it roughly flat with an angle grinder then switch to die grinder. I’d like to be able to get to about 40 PPI, not quite there yet.
Oddly enough the hardest thing I’m finding is seeing the damned blue. I’m using Permatex Prussian blue and If I lay it down thinner, it’s so faint I can’t see anything, but thicker and it smears the whole thing. Really need a better ink. IDK, maybe it’s the lighting??? Or that I’m trying to ink stainless?
Anyways, what I’ve found is it requires an extremely light touch, just dance over the spots. Once I get a repeatable technique, I might make a video.