- Joined
- Apr 12, 2013
- Messages
- 562
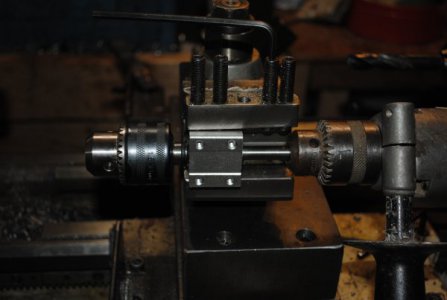
Does such a thing as a AXA toolholder 'blank' exist that is dovetailed and drilled for the height adjustment bolt but otherwise solid? I do not have a mill but want to build a special tool holder. Specifically I want to mount a rotating shaft to my toolpost so I can drill from the toolpost into something held in the chuck, using the chuck as a makeshift dividing head. I do not think the regular boring tool holders have enough meat to open up for this...to fit a bearing and a 1/2" shaft through them. I have watched a couple of how-to videos making such a tool and the dovetail is something I can't figure out how to make with only a lathe even if I had a collet chuck and a dovetail cutter. I do have 3C collets and some endmills...with some experience using them.
I can not picture how to make such a tool holder unless at minimum the dovetail was already cut. I can not find such a part anywhere. Custom machining is going to be cost prohibitive...and I need to learn these skills by doing it myself anyway.
I have though about trying to build a live spindle on my saddle. Most of the reasonable cost stuff is R11 collet engravers. Above that and again cost is prohibitive.
Thought about building an oilite sleeve for the boring toolholder and a thrust bearing...didn't think that would be very rigid.
Running out of ideas. Suggestions??? The goal is precisely spaced pin wrench holes in an endcap and a matching custom pin wrench. The endcap is already finished. 2024 Al material.
I can not picture how to make such a tool holder unless at minimum the dovetail was already cut. I can not find such a part anywhere. Custom machining is going to be cost prohibitive...and I need to learn these skills by doing it myself anyway.
I have though about trying to build a live spindle on my saddle. Most of the reasonable cost stuff is R11 collet engravers. Above that and again cost is prohibitive.
Thought about building an oilite sleeve for the boring toolholder and a thrust bearing...didn't think that would be very rigid.
Running out of ideas. Suggestions??? The goal is precisely spaced pin wrench holes in an endcap and a matching custom pin wrench. The endcap is already finished. 2024 Al material.