- Joined
- Nov 26, 2018
- Messages
- 332
Can't really disclose the what and why that lead to needing such a drill.
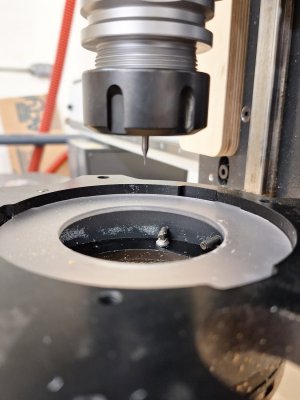
Just sharing the issues with handling such a tool. Inserting a drill this small to its holder is interesting enough. The case has a breakaway protector that holds all but the tip, reminiscent of some medical intravenous device.
Made the mistake of trying to calibrate the tool by the push button Z height setter. It surprisingly survived the pressure to get a reading and a presumed height to the cnc tool of set. What I didn't know is that the chessel tip crunched to the Z setter. Then sapped on the first drilled hole.
I then had to resort to the old paper trick. Only this time I don't risk sliding the paper by hand. I made a crease in the paper then pressed down with the drill until flattered the paper to make a set point.
Sub .0001 feed per revolution. Lasted for more than a thousand holes in .050 thick acrylic before breaking near the end.
Just sharing the issues with handling such a tool. Inserting a drill this small to its holder is interesting enough. The case has a breakaway protector that holds all but the tip, reminiscent of some medical intravenous device.
Made the mistake of trying to calibrate the tool by the push button Z height setter. It surprisingly survived the pressure to get a reading and a presumed height to the cnc tool of set. What I didn't know is that the chessel tip crunched to the Z setter. Then sapped on the first drilled hole.
I then had to resort to the old paper trick. Only this time I don't risk sliding the paper by hand. I made a crease in the paper then pressed down with the drill until flattered the paper to make a set point.
Sub .0001 feed per revolution. Lasted for more than a thousand holes in .050 thick acrylic before breaking near the end.