-
Welcome back Guest! Did you know you can mentor other members here at H-M? If not, please check out our Relaunch of Hobby Machinist Mentoring Program!
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
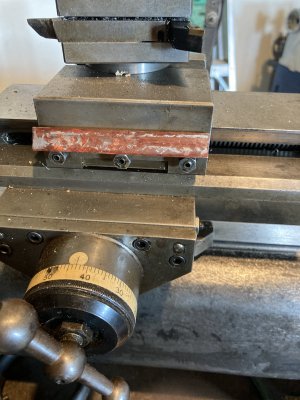
Scraping a flat gib
- Thread starter Braeden P
- Start date
- Joined
- Jun 7, 2013
- Messages
- 10,446
A straight gib should be easier to scrape, because it will be easier to straighten if needed (likely); a tapered gib is harder to straighten due to its changing section thickness, which takes more force as the section thickness increases. I defer to Rich King on percentage of bearing.
- Joined
- Feb 2, 2013
- Messages
- 3,916
Richard mentioned 5ppi in a recent thread for gibs
- Joined
- Feb 1, 2018
- Messages
- 1,867
That's on the back positive side, not the wear side. Back side can be more percentage too.. You can stone it harder and get 50 to 80% POP (percentage of points) In a conventional lathe and depending on the size of the machine and your scraping experience think about 40 to 60 POP and 20 PPI. Remember you need oil pockets too, oil grooves, middle 40% aa few thousands low too. ....etc. What is it from? How about a photo. ")
Last edited:
- Joined
- Feb 1, 2018
- Messages
- 1,867
You know....I have confidence in you.. I have a SB compound with such a gib and if I got 10 to 15 PPI and 50 POP on the wear side I would stop. as you want a compound tight anyway. It's not going to be moving much.