
I needed to duplicate this confined space hose barb. It’s 3/8”NPT male on one end and 5/8” hose on the other, but no room for an external hex drive , thus the internal hex key drive. So after looking at the commercial rotary broach offerings and seeing $400+ and $40+/cutter, I was surfing around the forum and found these two threads.
https://www.hobby-machinist.com/threads/a-simple-compact-rotary-broach.33032/
https://www.hobby-machinist.com/threads/rotary-broach.30404/
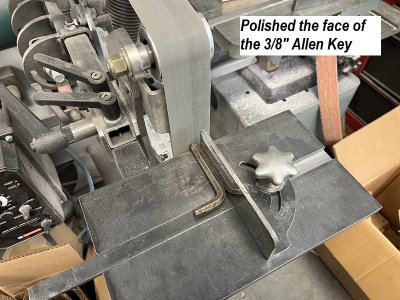
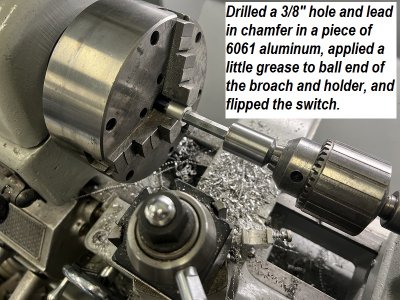
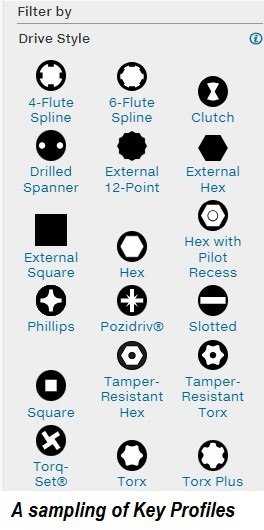
Now I’m a firm believer that things should be as simple as possible, just not simpler. I took a junk 3/8” Allen key, a small piece of 1” D CRS, and literally have <30 minutes total invested. The actual machining/broaching took about 10 seconds on a light duty Atlas hobby lathe. The last picture is a sample of some of the key profiles available from McMaster Carr, all for ~$3.50 or less. I’m sure it will do the brass fitting I need. The cutting face is flat. The rear ball is literally just as I shaped it on the belt. You could offset the tail stock instead of making an offset drive, but there was virtually no difference in making the drive offset, and it takes 5 seconds to load it in the Jacobs chuck.
What do you guys think?
Possible improvements:
Kelly
https://www.hobby-machinist.com/threads/a-simple-compact-rotary-broach.33032/
https://www.hobby-machinist.com/threads/rotary-broach.30404/
Now I’m a firm believer that things should be as simple as possible, just not simpler. I took a junk 3/8” Allen key, a small piece of 1” D CRS, and literally have <30 minutes total invested. The actual machining/broaching took about 10 seconds on a light duty Atlas hobby lathe. The last picture is a sample of some of the key profiles available from McMaster Carr, all for ~$3.50 or less. I’m sure it will do the brass fitting I need. The cutting face is flat. The rear ball is literally just as I shaped it on the belt. You could offset the tail stock instead of making an offset drive, but there was virtually no difference in making the drive offset, and it takes 5 seconds to load it in the Jacobs chuck.
What do you guys think?
Possible improvements:
- Relieve the backside of the cutting surface for deeper broaching. Either grind on the band sander or plunge cuts on the mill with a carbide end mill.
- Make the eccentric from tool steel for durability though I doubt I need to for my usage
- Might actually have to grind tool steel cutters for steel, but maybe not, I haven’t tried. Depends on how hard the keys and stock are.
Kelly
Attachments
-
 1 Allen Drive Hose Barb.JPG287.4 KB · Views: 122
1 Allen Drive Hose Barb.JPG287.4 KB · Views: 122 -
 2 Dress Key Face.JPG240.6 KB · Views: 106
2 Dress Key Face.JPG240.6 KB · Views: 106 -
 3 Shape Ball End.JPG234.9 KB · Views: 103
3 Shape Ball End.JPG234.9 KB · Views: 103 -
 4 Make Eccentric Drive.JPG198.2 KB · Views: 106
4 Make Eccentric Drive.JPG198.2 KB · Views: 106 -
 5 Test It.JPG230 KB · Views: 107
5 Test It.JPG230 KB · Views: 107 -
 6 So Simple.JPG291.5 KB · Views: 104
6 So Simple.JPG291.5 KB · Views: 104 -
 7 The Result.JPG167.3 KB · Views: 109
7 The Result.JPG167.3 KB · Views: 109 -
 8 McMaster Key Profiles.jpg67.3 KB · Views: 118
8 McMaster Key Profiles.jpg67.3 KB · Views: 118
")
