Hello fellow U2/U3 D Bit (Universal) cutter grinder users,
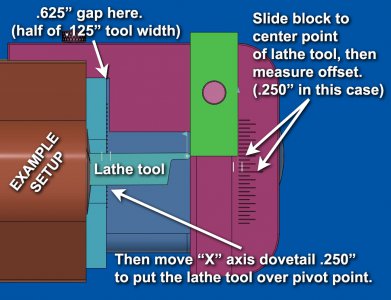
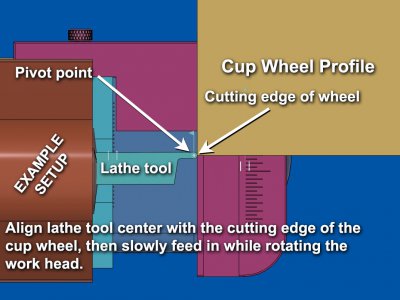
I have a Shars U3, D Bit Grinder and I got tired of trying to locate my lathe and D bit cutters over the pivot point of the work head by roughly guessing where the pivot point actually is (the need for locating the pivot point is mostly just for grinding various radii in tooling). It seems they should have included some sort of pivot point indicator in the original design in my humble opinion but it is what it is")
I make a fair amount of form tooling for the lathe and D bits for the mill so I decided to make a custom fixture that helps with locating the pivot point for setting offsets for various concave and convex radii.
I also wanted something to help with setting a cutter horizontal to the work head without having to guess, the included arm below the work head is too short to reach the end of the cutter in some cases but that depends on the amount of stick out.
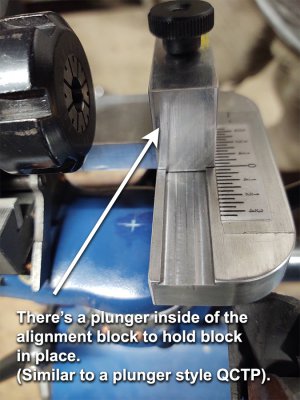
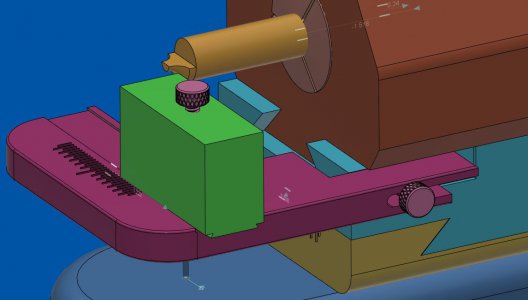
This locator/radius setting tool easily slides on or off by loosening or tightening the newly added thumb wheel on the side of the Z/X dovetail base, the side of the locating tool has a slot in it for that purpose (see attached fusion model snippet).
It literally takes no more than 2 or 3 seconds to install or remove it.
I hope a lot of the design is self explanatory in the marked photos.
However, if there is any interest in this setup, I can go farther into how I use it and share a few more photos if needed.
I can also share the CAD files or the drawing if there is any interest.
Just thought I'd share an idea that works well for me.
All the best,
Joe
P.S. For those who have noticed that the scale marks and number are not engraved, I just didn't have time to engrave them when I made this tool.
And since it's not for a paying customer, it may remain that way?
I modeled the graduations in Fusion so I could print them with a paper printer at 1:1 and just tape them on for the time being.
I used fractions on the scale because the scales on the work head are marked in fractions, I decided to keep it consistent.
I have a Shars U3, D Bit Grinder and I got tired of trying to locate my lathe and D bit cutters over the pivot point of the work head by roughly guessing where the pivot point actually is (the need for locating the pivot point is mostly just for grinding various radii in tooling). It seems they should have included some sort of pivot point indicator in the original design in my humble opinion but it is what it is
I make a fair amount of form tooling for the lathe and D bits for the mill so I decided to make a custom fixture that helps with locating the pivot point for setting offsets for various concave and convex radii.
I also wanted something to help with setting a cutter horizontal to the work head without having to guess, the included arm below the work head is too short to reach the end of the cutter in some cases but that depends on the amount of stick out.
This locator/radius setting tool easily slides on or off by loosening or tightening the newly added thumb wheel on the side of the Z/X dovetail base, the side of the locating tool has a slot in it for that purpose (see attached fusion model snippet).
It literally takes no more than 2 or 3 seconds to install or remove it.
I hope a lot of the design is self explanatory in the marked photos.
However, if there is any interest in this setup, I can go farther into how I use it and share a few more photos if needed.
I can also share the CAD files or the drawing if there is any interest.
Just thought I'd share an idea that works well for me.
All the best,
Joe
P.S. For those who have noticed that the scale marks and number are not engraved, I just didn't have time to engrave them when I made this tool.
And since it's not for a paying customer, it may remain that way?
I modeled the graduations in Fusion so I could print them with a paper printer at 1:1 and just tape them on for the time being.
I used fractions on the scale because the scales on the work head are marked in fractions, I decided to keep it consistent.
Attachments


Last edited: