I am not sure if my expectations are wrong, or I am doing something wrong, or the collets are $#!+. Their spec says 2 thou max runout (I prefer metric as a matter of principle ") and round it to 50um), which is not great for collets that go down to 300um. (My spindle and collet holder are a lot more precise, on the order of 5um total runout if oriented right relative to each other.)
and round it to 50um), which is not great for collets that go down to 300um. (My spindle and collet holder are a lot more precise, on the order of 5um total runout if oriented right relative to each other.)
I tried a few things before I found a _simple_ workaround that works pretty well for tiny diameters with correspondingly _tiny_ cutting forces. Like my other posts, the point here is not that this is a great setup, but that it allows for a beginner like myself, with minimal equipment, to make good progress.
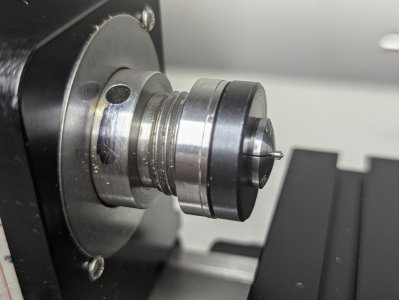
You simply put a thick washer behind the collet adapter. That means that the adapter is no longer fixed in the spindle taper and wobbles around. Then you tighten the drawbar just enough for the friction between the front rim of the spindle / washer / adapter to hold everything in place; tap the sides of the adapter to get the part centered; and tighten fully. The washer is custom made; mine is about 5.5mm thick. I think it is important that the sides of the washer are parallel to each other and reasonably smooth. I've been able to get the part as centered as I have patience for, kind of like with a 4-jaw chuck but easier; maybe under 10um? (haven't yet done it with a part large enough to put an indicator on).
It would be better to make a custom collet adapter, but this is simpler and works too. The range of adjustment is limited to about what's needed to correct the runout (because there has to be adequate thread engagement between the collet and the drawbar); with a custom adapter (or, I suppose, a custom drawbar?) it should be possible to get a slightly greater range for things like eccentric screws.
P.S. I found it most convenient to center the part by bringing the cutter very close to it and rotating the spindle by hand and just looking at it (via a microscope, of course, but even a cheap one should work as long as you can fix it in an appropriate position).
I hope this helps someone.
and round it to 50um), which is not great for collets that go down to 300um. (My spindle and collet holder are a lot more precise, on the order of 5um total runout if oriented right relative to each other.)I tried a few things before I found a _simple_ workaround that works pretty well for tiny diameters with correspondingly _tiny_ cutting forces. Like my other posts, the point here is not that this is a great setup, but that it allows for a beginner like myself, with minimal equipment, to make good progress.
You simply put a thick washer behind the collet adapter. That means that the adapter is no longer fixed in the spindle taper and wobbles around. Then you tighten the drawbar just enough for the friction between the front rim of the spindle / washer / adapter to hold everything in place; tap the sides of the adapter to get the part centered; and tighten fully. The washer is custom made; mine is about 5.5mm thick. I think it is important that the sides of the washer are parallel to each other and reasonably smooth. I've been able to get the part as centered as I have patience for, kind of like with a 4-jaw chuck but easier; maybe under 10um? (haven't yet done it with a part large enough to put an indicator on).
It would be better to make a custom collet adapter, but this is simpler and works too. The range of adjustment is limited to about what's needed to correct the runout (because there has to be adequate thread engagement between the collet and the drawbar); with a custom adapter (or, I suppose, a custom drawbar?) it should be possible to get a slightly greater range for things like eccentric screws.
P.S. I found it most convenient to center the part by bringing the cutter very close to it and rotating the spindle by hand and just looking at it (via a microscope, of course, but even a cheap one should work as long as you can fix it in an appropriate position).
I hope this helps someone.