- Joined
- Feb 27, 2012
- Messages
- 377
EzTrak + VFD help needed
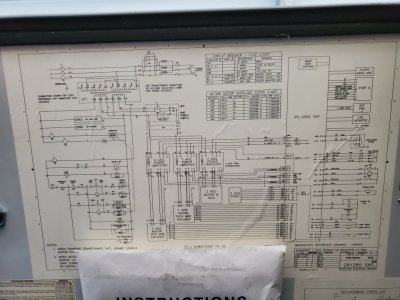
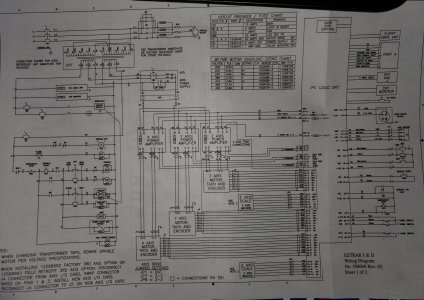
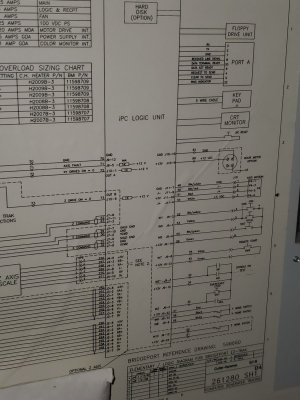
I have a new to me (2000 model) Bridgeport EzTrak 3 axis machine. Existing motor is 230v 3ph. I am running it with a VFD (Teco JNEV-202-H1) 230v 1 ph input. The 230 1ph input goes to the VFD and the EzTrak's internal transformer (which supplies all the low voltage in the enclosure). The 3ph outputs from the VFD go directly to the spindle motor (which means that the original switching relays are necessarily bypassed. So, spindle motor powers up flawlessly, computer powers up flawlessly. I can home the machine and jog all 3 axes with no issue. The problem is that the computer does not know when the spindle is running so it will not run a program. I get a 'start spindle to activate run button' message. My intention is to wire in the operator control console (spindle start, rev/off/fwd and estop) to the low voltage terminals of the VFD, but I don't see how that is going to get the computer to 'see' that the spindle is actually running. I have high hopes that someone here has encountered the same issue on the same machine and can help me understand the next step.
Thanks in advance!
I have a new to me (2000 model) Bridgeport EzTrak 3 axis machine. Existing motor is 230v 3ph. I am running it with a VFD (Teco JNEV-202-H1) 230v 1 ph input. The 230 1ph input goes to the VFD and the EzTrak's internal transformer (which supplies all the low voltage in the enclosure). The 3ph outputs from the VFD go directly to the spindle motor (which means that the original switching relays are necessarily bypassed. So, spindle motor powers up flawlessly, computer powers up flawlessly. I can home the machine and jog all 3 axes with no issue. The problem is that the computer does not know when the spindle is running so it will not run a program. I get a 'start spindle to activate run button' message. My intention is to wire in the operator control console (spindle start, rev/off/fwd and estop) to the low voltage terminals of the VFD, but I don't see how that is going to get the computer to 'see' that the spindle is actually running. I have high hopes that someone here has encountered the same issue on the same machine and can help me understand the next step.
Thanks in advance!
Last edited: