- Joined
- Dec 21, 2018
- Messages
- 2,165
I've never liked the look of multiple passes with my biggest fly cutter. Was inspired by a video using a boring head as a fly cutter. 3/4" shafting, face ends, chamfer, drill & tap for M6 on the lathe. Drill & ream for 1/4" carbide tool on the mill. Old, dull 1/4" laminate trim bit, grind to shape of a cutting tool. This took several tries & tests to get an semi-acceptable solution using my Shars D bit grinder.
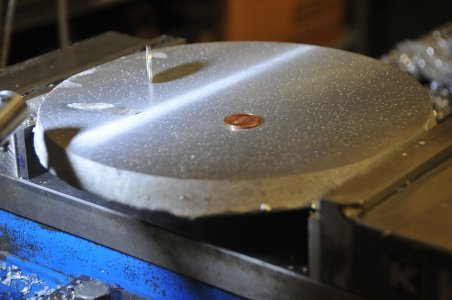
Set up my 3" Chinese boring head on the Jet mill with the bar in the side opening, moved closest to the head. Chunk of unknown 3" wide steel in the vice. Interrupted cut! After multiple tries with different tool geometries I still got an only fair finish. .... Extend bar to cover a different piece of 6" wide steel. I didn't change rpm or feed rate but got a pretty nice finish. SF/M was much faster. No problems with chatter or vibration, cut smoothly.
I'm going to grind a tool specifically for aluminum and see how that goes.
Set up my 3" Chinese boring head on the Jet mill with the bar in the side opening, moved closest to the head. Chunk of unknown 3" wide steel in the vice. Interrupted cut! After multiple tries with different tool geometries I still got an only fair finish. .... Extend bar to cover a different piece of 6" wide steel. I didn't change rpm or feed rate but got a pretty nice finish. SF/M was much faster. No problems with chatter or vibration, cut smoothly.
I'm going to grind a tool specifically for aluminum and see how that goes.
")