

- Joined
- Aug 29, 2016
- Messages
- 121
The lathe is an education. The tailstock was 0.006" high and was angled down over 0.100" at 210 mm. I took the bottom off the tailstock, shimmed the back up and machined the part down 0.006" with a taper to bring up my 210 mm lathe test bar closer to the center on headstock. I got the tailstock within .0.001" at the tailstock, but the test bar now angles down 0.015" at the end of the 210 mm test bar.
My question is: what is considered acceptable drop at 210 mm from the tailstock? I am afraid of trying to fix this taper because I would need very thin shims before machining.
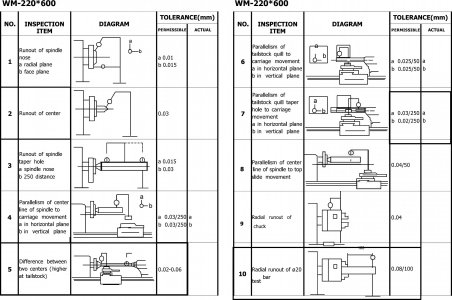
I found the spec attached in a WM220 manual. It pretty much says everything should be within 0.001". I ordered some very thin shims and got all of my measurements under 0.001". I was driven nuts by the top half of the tailstock not being exactly flat (my assumption), so as I tightened the rear adjusting screws the settings would change as the top half rocked on the base. I wound up having a 0.002" shim on the front and a 0.023" shim on the back between the two halves of the tail stock. This was after I had machined the base down. This works well, as tightening the adjustment screws does not effect the any of the measurements any longer. The whole setup is very repeatable. I lucked out in that the horizontal was perfect.
My question is: what is considered acceptable drop at 210 mm from the tailstock? I am afraid of trying to fix this taper because I would need very thin shims before machining.
I found the spec attached in a WM220 manual. It pretty much says everything should be within 0.001". I ordered some very thin shims and got all of my measurements under 0.001". I was driven nuts by the top half of the tailstock not being exactly flat (my assumption), so as I tightened the rear adjusting screws the settings would change as the top half rocked on the base. I wound up having a 0.002" shim on the front and a 0.023" shim on the back between the two halves of the tail stock. This was after I had machined the base down. This works well, as tightening the adjustment screws does not effect the any of the measurements any longer. The whole setup is very repeatable. I lucked out in that the horizontal was perfect.
Attachments
Last edited: