- Joined
- Nov 23, 2020
- Messages
- 787
I discovered it (happens to be normal but I didn’t know) when I needed to cut slots in aluminum. I was auto-feeding x slowly and using the handles to try and get about 50 thou or so deep when in noticed the backlash through the handle.
Unfortunately my drill chuck has still not arrived yet, but should be at PM on the 5th. The end mill was one of the 2 flutes TiN coated jobs from the cheap variety packs, and I was on a mission to get my DROs mounted, so I decided to get after it with a cheap 2 flute. I think I got slotting and plunging mixed up in my head, so thanks for the advice. I “would have” drilled if I could.
Couple of lessons learned here. Basic cheap variety pack end mills suck…I have tons of aluminum so I need to get some quality aluminum purposed end mills. Looking forward to getting the noga mist coolant for chip evacuation. I think with a decent stream of air demo the noga would have made chip evacuation much better. Backlash in the quill is significant and normal. Without cnc I need to be a bit creative when milling pockets.
Is there a solution out there that I can add a Quill DRO to my magexact 750 via a box, that will sum the values before getting to the DRO head? I know I can lower the head and see values on the DRO, but when the gib is unlocked, I get a bit of nod. May just need to tighten the gib slightly.
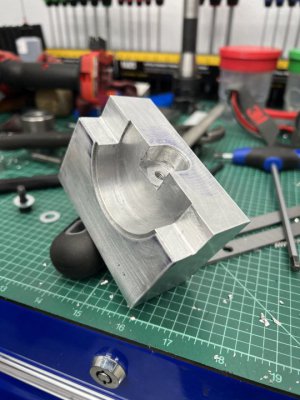
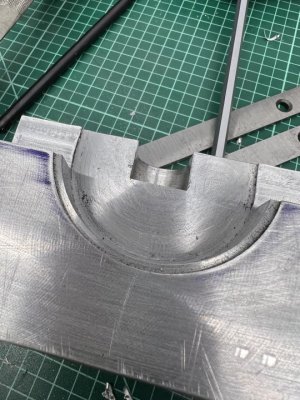
Switching topics, I made a dial indicator mount to go on my QCTP. I still need to shave some off to make it slicker looking, add height adjust, and mill in the dovetails, and scotch rite it, but here’s where it’s at now.
Unfortunately my drill chuck has still not arrived yet, but should be at PM on the 5th. The end mill was one of the 2 flutes TiN coated jobs from the cheap variety packs, and I was on a mission to get my DROs mounted, so I decided to get after it with a cheap 2 flute. I think I got slotting and plunging mixed up in my head, so thanks for the advice. I “would have” drilled if I could.
Couple of lessons learned here. Basic cheap variety pack end mills suck…I have tons of aluminum so I need to get some quality aluminum purposed end mills. Looking forward to getting the noga mist coolant for chip evacuation. I think with a decent stream of air demo the noga would have made chip evacuation much better. Backlash in the quill is significant and normal. Without cnc I need to be a bit creative when milling pockets.
Is there a solution out there that I can add a Quill DRO to my magexact 750 via a box, that will sum the values before getting to the DRO head? I know I can lower the head and see values on the DRO, but when the gib is unlocked, I get a bit of nod. May just need to tighten the gib slightly.
Switching topics, I made a dial indicator mount to go on my QCTP. I still need to shave some off to make it slicker looking, add height adjust, and mill in the dovetails, and scotch rite it, but here’s where it’s at now.