Hello all
I recently purchased at an auction a 1612-3 with the hydraulic power feed, I attached temporary power just to check the operation of the various components.
1. Coolant pump is seized but al least the windings check out to be good.
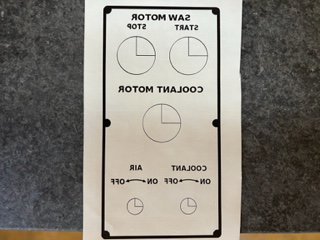
2. the main drive motor runs, I'll be installing new bearings.
3. the transmission shifts into all 3 gears
4. variable speed system operates smoothly
5. The hydraulic pump belt was missing, fluid tank is empty and there is a broken hose on the table hydraulic cylinder.
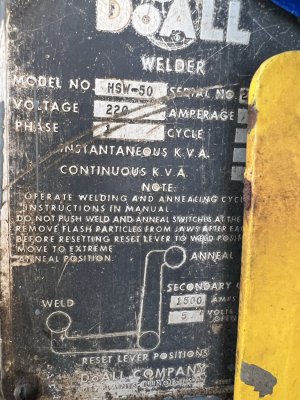
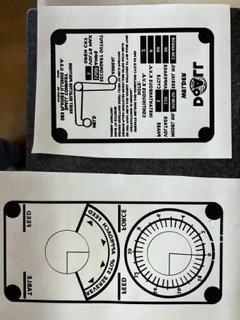
6. did not check the blade welder at this time
7. new grinder motor was installed.
8. the tension gauge and speed meter both work
9. The air pump is missing
1st issue was that the coolant pump seal failed and sprayed coolant everywhere, mix this sticky substance with decades of metal shaving and you have an indescribable mess. I first tried Spray 9 but it would not touch or dislodge even with the followup of a 3000 PSI pressure washer. I then tried zep purple degreaser, and this only worked when left in the undiluted state. So after 3 gallons of Zep and 1 gallon of spray 9, hours of pressure washing, scraping and wire brushing the saw and the motors (internal and external) are finally free of this sticky mess.
Upon inspection after cleaning
1 coolant pump bearings and seal needs to be replaced, the pump bearings were inexpensive at $15.00 but the 3/8 seal is somewhat pricey from doall. I measured the seal and found that a USSEAL #PS-22028 will work in the pump but the distributor in Phoenix wants almost double the doall price.
2. The saw motor bearings were in good condition, I thoroughly cleaned and re-greased.
3. The wheels could use new tires, this saw uses steel bands that the rubber is glued to and the bands are slipped onto the wheels.
4. The unknown component is the hydraulics, the pump turns but I have yet to disassemble to inspect, I may try to run it with fluid and see what happens and if it works and does not leak I may leave as is. the hydraulic controls and table actuator are also an unknown but I don't see evidence of leaks so hopefully it will all be functional.
I did find a parts manual on the web and the welder operation and parts manual at the doall site. I'm still missing the operations manual for this specific machine and cannot find it on the doall site, I'll call them tomorrow and see if they have one available.
Future plans
1. complete strip and repaint of the exterior frame
2 Service blade welder, currently have it removed from saw
3. attempt to install new rubber on the wheel bands.
4. Get the hydraulic system fully operational.
Questions for Doall owners
Can anyone tell me what pressure the hydraulics operate at?
Thanks
Greg T
I recently purchased at an auction a 1612-3 with the hydraulic power feed, I attached temporary power just to check the operation of the various components.
1. Coolant pump is seized but al least the windings check out to be good.
2. the main drive motor runs, I'll be installing new bearings.
3. the transmission shifts into all 3 gears
4. variable speed system operates smoothly
5. The hydraulic pump belt was missing, fluid tank is empty and there is a broken hose on the table hydraulic cylinder.
6. did not check the blade welder at this time
7. new grinder motor was installed.
8. the tension gauge and speed meter both work
9. The air pump is missing
1st issue was that the coolant pump seal failed and sprayed coolant everywhere, mix this sticky substance with decades of metal shaving and you have an indescribable mess. I first tried Spray 9 but it would not touch or dislodge even with the followup of a 3000 PSI pressure washer. I then tried zep purple degreaser, and this only worked when left in the undiluted state. So after 3 gallons of Zep and 1 gallon of spray 9, hours of pressure washing, scraping and wire brushing the saw and the motors (internal and external) are finally free of this sticky mess.
Upon inspection after cleaning
1 coolant pump bearings and seal needs to be replaced, the pump bearings were inexpensive at $15.00 but the 3/8 seal is somewhat pricey from doall. I measured the seal and found that a USSEAL #PS-22028 will work in the pump but the distributor in Phoenix wants almost double the doall price.
2. The saw motor bearings were in good condition, I thoroughly cleaned and re-greased.
3. The wheels could use new tires, this saw uses steel bands that the rubber is glued to and the bands are slipped onto the wheels.
4. The unknown component is the hydraulics, the pump turns but I have yet to disassemble to inspect, I may try to run it with fluid and see what happens and if it works and does not leak I may leave as is. the hydraulic controls and table actuator are also an unknown but I don't see evidence of leaks so hopefully it will all be functional.
I did find a parts manual on the web and the welder operation and parts manual at the doall site. I'm still missing the operations manual for this specific machine and cannot find it on the doall site, I'll call them tomorrow and see if they have one available.
Future plans
1. complete strip and repaint of the exterior frame
2 Service blade welder, currently have it removed from saw
3. attempt to install new rubber on the wheel bands.
4. Get the hydraulic system fully operational.
Questions for Doall owners
Can anyone tell me what pressure the hydraulics operate at?
Thanks
Greg T