

- Joined
- Sep 22, 2010
- Messages
- 7,223
http://www.conradhoffman.com/advancedsharp.htm
Advanced Tool Sharpening for the Lathe with Special emphasis on Threading Tools
Many people create HSS lathe tools using nothing more than a bench grinder and get perfectly acceptable, if not downright excellent, results. For most normal sized projects with moderate tolerances that may be all you'll ever need. As tolerances get tighter, or improved surface finishes are required for decreasing part sizes, better tools are needed. You can't shave tenths and simultaneously get a great finish with a dull tool.
My goal is to show you some practical techniques that can quickly be applied to improve the edge quality of your tools. The techniques are neither authoritative or backed up with extensive research. They are simply things I've picked up over a good number of years building close tolerance assemblies, scientific instruments, plus reading and watching how other machinists, some having far more knowledge and experience than I do, make things. With some thought you may well build on, and improve, the ideas covered here.
It should be mentioned that my focus is exclusively on generating extremely sharp edges and you can't blindly apply that type of tooling to every situation. Razor sharp edges are exactly what you don't want in most high speed production situations with stainless steel and other alloys. This tooling isn't for roughing or for cleaning the scale off mill finish steel. These edges won't have the durability needed for volume production.
So when do you need these tools?
•When there's a need to control size at the tenth level or below.
•When taper is a problem with unsupported stock and you can't use a center.
•When stock tends to work harden during cutting.
•When making adjustment screws of any pitch where smoothness and fit is important.
•When making fine threads in excess of 40 TPI.
•When making threads where low friction is important.
Tool angles are well covered in many places, from Southbend's How to Run a Lathe, to the web, to Machinery's Handbook, so I won't spend time on finding the perfect rake angle for cutting 6061 aluminum. Information on how to achieve maximum sharpness of cutting edges is a lot harder to come by, and that's the real topic of this page. I have to add that we all seem to have absorbed a lot of erroneous folklore concerning sharpness, starting back when a well meaning friend or relative showed us how to sharpen that first pocket knife. A conversation about carbide tooling is also in order, as its an option with many strengths and pitfalls, especially for the home machinist.
The exact details of what happens when we "cut" metal is also outside the scope of this page, but the reader is encouraged to do some additional research. Start with the search term "mechanics of metal cutting". If you look at the cutting action of the typical lathe tool, you'll see that the actual cutting takes place along a line, and usually a very short one at that. The line may be bent and have a radius, but as long as sufficient relief is present, what happens 25 thou away from that line is irrelevant to the process. Thus, when we talk about tool angles, it's the angle right at the cutting edge that's important. Everything I present below is an attempt to control the geometry in that tiny area of the tool where cutting takes place.
You Can't Get a Good Edge Sharpening Freehand
It only takes a single pass on a stone, or a millisecond at the grinder, at the wrong angle, to destroy the geometry of the cutting edge. There is no way to sharpen freehand and get a quality edge. You have to use some kind of guide system. I can already hear the Crusty Old Machinists calling me an idiot and making all sorts of claims about how they can shave with their freehand sharpened tools. The fact is, they can. Why? They cheat. They use a guide system, whether they realize it or not.
Crusty Old Machinists
The neophyte often rocks his tool all over the grinding wheel due to lack of skill and practice. The Crusty Old Machinist may do the same thing, but only to increase the metal removal rate when roughing things out. After that, he usually keeps the entire face of the tool in intimate contact with the wheel. You'll see only a hollow ground area with a single radius on his tools. As the he brings the tool to the wheel, and especially when he removes it, he's careful not to grind on the cutting edge. Thus, even though he may not realize it, the cutting edge is being protected by the inherent guide system of the curved tool face riding against the curved grinding wheel. It's not perfect, but it's a technique you should master because it leads to the next step of refinement.
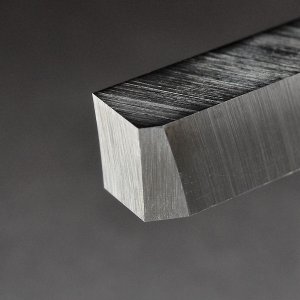
Here's about what a tool should look like coming off the grinder. You would also want some top rake and maybe a chip breaker for most applications, but note the clean and slightly curved faces. This was ground on an ordinary 8" off-hand grinder using no rests at all. The main (side) cutting edge is the one facing you, though the tool will also cut very well the other way, if the depth of cut (DOC) is small.







Advanced Tool Sharpening for the Lathe with Special emphasis on Threading Tools
Many people create HSS lathe tools using nothing more than a bench grinder and get perfectly acceptable, if not downright excellent, results. For most normal sized projects with moderate tolerances that may be all you'll ever need. As tolerances get tighter, or improved surface finishes are required for decreasing part sizes, better tools are needed. You can't shave tenths and simultaneously get a great finish with a dull tool.
My goal is to show you some practical techniques that can quickly be applied to improve the edge quality of your tools. The techniques are neither authoritative or backed up with extensive research. They are simply things I've picked up over a good number of years building close tolerance assemblies, scientific instruments, plus reading and watching how other machinists, some having far more knowledge and experience than I do, make things. With some thought you may well build on, and improve, the ideas covered here.
It should be mentioned that my focus is exclusively on generating extremely sharp edges and you can't blindly apply that type of tooling to every situation. Razor sharp edges are exactly what you don't want in most high speed production situations with stainless steel and other alloys. This tooling isn't for roughing or for cleaning the scale off mill finish steel. These edges won't have the durability needed for volume production.
So when do you need these tools?
•When there's a need to control size at the tenth level or below.
•When taper is a problem with unsupported stock and you can't use a center.
•When stock tends to work harden during cutting.
•When making adjustment screws of any pitch where smoothness and fit is important.
•When making fine threads in excess of 40 TPI.
•When making threads where low friction is important.
Tool angles are well covered in many places, from Southbend's How to Run a Lathe, to the web, to Machinery's Handbook, so I won't spend time on finding the perfect rake angle for cutting 6061 aluminum. Information on how to achieve maximum sharpness of cutting edges is a lot harder to come by, and that's the real topic of this page. I have to add that we all seem to have absorbed a lot of erroneous folklore concerning sharpness, starting back when a well meaning friend or relative showed us how to sharpen that first pocket knife. A conversation about carbide tooling is also in order, as its an option with many strengths and pitfalls, especially for the home machinist.
The exact details of what happens when we "cut" metal is also outside the scope of this page, but the reader is encouraged to do some additional research. Start with the search term "mechanics of metal cutting". If you look at the cutting action of the typical lathe tool, you'll see that the actual cutting takes place along a line, and usually a very short one at that. The line may be bent and have a radius, but as long as sufficient relief is present, what happens 25 thou away from that line is irrelevant to the process. Thus, when we talk about tool angles, it's the angle right at the cutting edge that's important. Everything I present below is an attempt to control the geometry in that tiny area of the tool where cutting takes place.
You Can't Get a Good Edge Sharpening Freehand
It only takes a single pass on a stone, or a millisecond at the grinder, at the wrong angle, to destroy the geometry of the cutting edge. There is no way to sharpen freehand and get a quality edge. You have to use some kind of guide system. I can already hear the Crusty Old Machinists calling me an idiot and making all sorts of claims about how they can shave with their freehand sharpened tools. The fact is, they can. Why? They cheat. They use a guide system, whether they realize it or not.
Crusty Old Machinists
The neophyte often rocks his tool all over the grinding wheel due to lack of skill and practice. The Crusty Old Machinist may do the same thing, but only to increase the metal removal rate when roughing things out. After that, he usually keeps the entire face of the tool in intimate contact with the wheel. You'll see only a hollow ground area with a single radius on his tools. As the he brings the tool to the wheel, and especially when he removes it, he's careful not to grind on the cutting edge. Thus, even though he may not realize it, the cutting edge is being protected by the inherent guide system of the curved tool face riding against the curved grinding wheel. It's not perfect, but it's a technique you should master because it leads to the next step of refinement.
Here's about what a tool should look like coming off the grinder. You would also want some top rake and maybe a chip breaker for most applications, but note the clean and slightly curved faces. This was ground on an ordinary 8" off-hand grinder using no rests at all. The main (side) cutting edge is the one facing you, though the tool will also cut very well the other way, if the depth of cut (DOC) is small.
Attachments
Last edited by a moderator: