- Joined
- Dec 27, 2021
- Messages
- 9
Hello everybody, from France
It's my first message here; I am pleased to share some technical informations (on the more accurately possible way) about the
"fourth Axis CNC kits with Morse Taper tailstock" which are available for cheap on amazon or AliExpress.
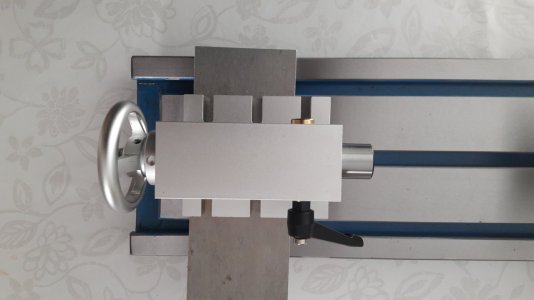
Dimension of the chuck : San Ou Zhejiang K12-100 mm, with 4 self-centering jaws, rated @3500 rpm max - tailstock Morse Taper #2, translation : 50 mm stroke.
Reduction ratio of 4 turns for the stepper motor, 1 turn in the spindle/chuck, transmission via a synchronous belt of 15 mm wide, 5 mm modulus, type HTD-405-5M. 405 stands for the peripheric length of this belt : 405 mm.
The stepper motor can be mounted on a junction plate linked to the spindle.
Some CNC 4th axis kits are sold with NEMA23 motors,
Sometimes NEMA24 motors could exist (havent meet them, yet).
I have chosen the NEMA34 size.
The technology of the motor is a hybrid stepper motor, delivered with a high-voltage driver, rated @80 Volts DC; reading the rotor position via an embedded encoder, rated at 1,000 points per each turn; dialog with dual phase quadrature signals.
I have ordered some individual components, for building a lathe mixed with a mill. It is a melange. Maybe a spiced melange haha ^^
I need to do some basic operations on small axis parts, with grinding bench and some turning with carbide tools. Water & soluble oil cooling could be helpful.
I am not having yet a given machine-tool in my workshop, except a drill press.
I am building a quite decent workshop from the very beginning, for installing in some months a quite heavy machine, available in Europe : BF46 bench mill, available in Germany, Switzerland, Netherlands, France, Belgium... A "heavy" mill, like a BF-46 from Optimum Machines is given at 500 kilograms... I need to prepare the delivery.
But because of the impossibility to install heavy equipments yet, I am looking for lighter solutions, about turning & grinding.
One path which could be a way is a 4th axis kit, available for not too much money.
I have purchased a cross table, it is made from Chinese cast iron; the dimensions of the table are 700 mm x 180 mm (27.5" x 7" 1/8).
The 3 T-slots are spaced with 2.5" gap (63.5 mm); even for us which are using metric.
These cross tables are the same than mills which are available at PrecisionMatthews, like PM-25-MV mills.
On this cross table, the idea is to place at the left corner the 4th axis block, on the opposite side the tailstock with a Morse Taper #2.
Both components are at the heigth of 65 mm.
But
With a space between the 3 T-slots of 2,5", it is impossible to align the 2 components on this cross table : they are not build with the same gap between bolts !!
So, I need to build two spacers/soles : one for the 4th axis spindle, the second for the MT#2 tailstock, with 2 precision-grinded, hardened pins, to ensure alignment on each spacer/sole.
The opening of the T-slots guideways of the cross table are 12,00 +/- 0.02 mm, very precise machining, good flatness and overall looking.
The expected heigth of these spacers / soles should be around 20,00 mm or 25,00 mm each, for gaining overall axis's heigth.
The material used for this project could be :
- French Afnor "AU4G" / EuroNorm AW-AlCu4MgSi / ASTM 2017A / Duralumin(tm) / German Werkstoff Nummer 3.1325
or
- French Afnor "Z160CDV12" / EuroNorm X155 CrMoV 12-1-1 / AISI P2 / German Werkstoff Nummer 1.2379.
I prefer to use the stainless steel, to avoid any galvanic-induced corrosion effect by using liquid with different materials.
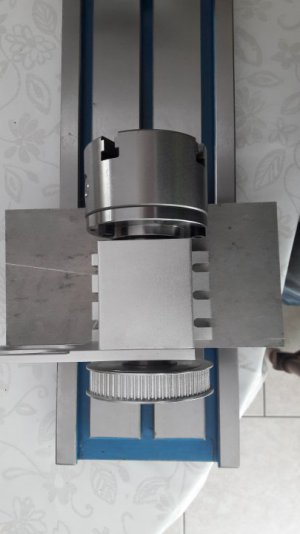
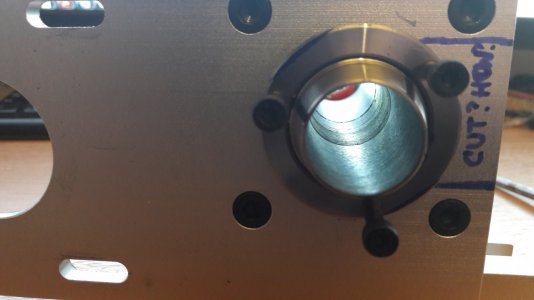
Please find attached some pictures of the setup.
It's my first message here; I am pleased to share some technical informations (on the more accurately possible way) about the
"fourth Axis CNC kits with Morse Taper tailstock" which are available for cheap on amazon or AliExpress.
Dimension of the chuck : San Ou Zhejiang K12-100 mm, with 4 self-centering jaws, rated @3500 rpm max - tailstock Morse Taper #2, translation : 50 mm stroke.
Reduction ratio of 4 turns for the stepper motor, 1 turn in the spindle/chuck, transmission via a synchronous belt of 15 mm wide, 5 mm modulus, type HTD-405-5M. 405 stands for the peripheric length of this belt : 405 mm.
The stepper motor can be mounted on a junction plate linked to the spindle.
Some CNC 4th axis kits are sold with NEMA23 motors,
Sometimes NEMA24 motors could exist (havent meet them, yet).
I have chosen the NEMA34 size.
The technology of the motor is a hybrid stepper motor, delivered with a high-voltage driver, rated @80 Volts DC; reading the rotor position via an embedded encoder, rated at 1,000 points per each turn; dialog with dual phase quadrature signals.
I have ordered some individual components, for building a lathe mixed with a mill. It is a melange. Maybe a spiced melange haha ^^
I need to do some basic operations on small axis parts, with grinding bench and some turning with carbide tools. Water & soluble oil cooling could be helpful.
I am not having yet a given machine-tool in my workshop, except a drill press.
I am building a quite decent workshop from the very beginning, for installing in some months a quite heavy machine, available in Europe : BF46 bench mill, available in Germany, Switzerland, Netherlands, France, Belgium... A "heavy" mill, like a BF-46 from Optimum Machines is given at 500 kilograms... I need to prepare the delivery.
But because of the impossibility to install heavy equipments yet, I am looking for lighter solutions, about turning & grinding.
One path which could be a way is a 4th axis kit, available for not too much money.
I have purchased a cross table, it is made from Chinese cast iron; the dimensions of the table are 700 mm x 180 mm (27.5" x 7" 1/8).
The 3 T-slots are spaced with 2.5" gap (63.5 mm); even for us which are using metric.
These cross tables are the same than mills which are available at PrecisionMatthews, like PM-25-MV mills.
On this cross table, the idea is to place at the left corner the 4th axis block, on the opposite side the tailstock with a Morse Taper #2.
Both components are at the heigth of 65 mm.
But
With a space between the 3 T-slots of 2,5", it is impossible to align the 2 components on this cross table : they are not build with the same gap between bolts !!
So, I need to build two spacers/soles : one for the 4th axis spindle, the second for the MT#2 tailstock, with 2 precision-grinded, hardened pins, to ensure alignment on each spacer/sole.
The opening of the T-slots guideways of the cross table are 12,00 +/- 0.02 mm, very precise machining, good flatness and overall looking.
The expected heigth of these spacers / soles should be around 20,00 mm or 25,00 mm each, for gaining overall axis's heigth.
The material used for this project could be :
- French Afnor "AU4G" / EuroNorm AW-AlCu4MgSi / ASTM 2017A / Duralumin(tm) / German Werkstoff Nummer 3.1325
or
- French Afnor "Z160CDV12" / EuroNorm X155 CrMoV 12-1-1 / AISI P2 / German Werkstoff Nummer 1.2379.
I prefer to use the stainless steel, to avoid any galvanic-induced corrosion effect by using liquid with different materials.
Please find attached some pictures of the setup.
Attachments


Last edited:
")